სპილენძის მილის გაჟონვა ინდუქციით
აღწერა
მიზანი
დემონსტრირება ინდუქციური ბრაზიანი სპილენძის მილები და მუხრუჭის დრო DW-UHF-10 კვტ სისტემისა და ხელმისაწვდომი გაყოფილი ლაბორატორიული სპირალის გამოყენებით

ტექნიკა
DW-UHF-10KW ინდუქციური ძრავის მანქანა
მასალები
• სპილენძის მილები - შეწოვის მილები
• ბრაზის პასტა
ძირითადი პარამეტრები
სიმძლავრე: 10 კვტ
ტემპერატურა: დაახლოებით 1500 ° F (815 ° C)
დრო: 5 - 5.2 წ

პროცესი:
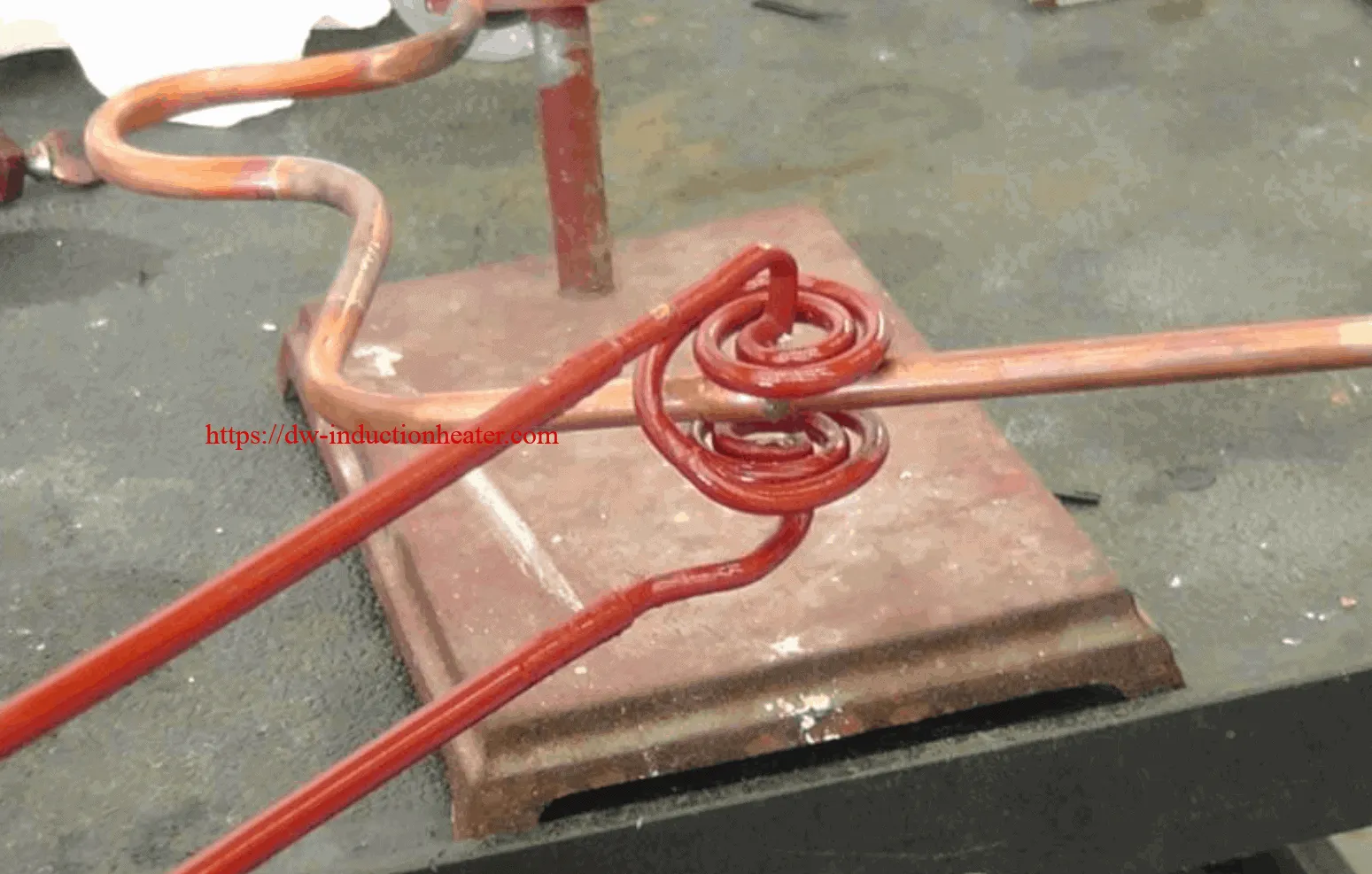
ვინაიდან მხოლოდ ერთი ასამბლეის ჩატარება იყო გათვალისწინებული, ჩვენ დავაყენეთ სატესტო დატვირთვა მძიმე კედლის გამოყენებით 5/16 ”სპილენძის მილის ჩამოსაყალიბებლად, როგორიცაა ერთი მილაკი, რომელიც მიიღო მეორეზე, გაშლილ ფლანგის ბოლოში. სითბოს დრო დაანგარიშდა ტემპილაკის საღებავის გამოყენებით, ტემპერატურის მითითების მიზნით. ტესტის შეკრება, (რასაც მოჰყვება მოცემული კომპონენტები) შეიკრიბნენ 505 შენადნობის ბრაზიანი პასტის საფარით და ლაბორატორიული ტესტის ქვანახშირში მოთავსდნენ თანდართული ფოტოსურათების მიხედვით) სითბოს ციკლი 5 - 5.2 წამში იქნა ნაპოვნი დისკები და მიედინება სახსარი. .

შედეგები / სარგებელი:
- როგორც აჩვენა, DW-UHF მოდელი ინდუქციური ბრაზიანი სისტემა შეუძლია გაათბოს როგორც ყველაზე დიდი, ასევე ყველაზე პატარა მილის მილის მონაკვეთები, რომ დასრულდეს შედუღებული სახსარი. არსებული საცდელი გრაგნილის გამოყენებით სითბოს დრო წარმოების სითბოს დროშია, რომელიც Electrolux ითხოვს.
- HLQ დასჭირდება სრული ასამბლეის განხილვას, რათა შეიმუშაოს საბოლოო ხვია დიზაინისთვის, რომელიც იტევს თქვენს განლაგების ფოტოზე მითითებულ 12 სახსარს. საჭიროა იცოდეთ და დაინახოთ დისტანციები მილის შესაერთებელ შეერთებსა და ფოლადის კომპრესორის განყოფილებას შორის, რათა დარწმუნდეთ, რომ ფოლადის კორპუსზე არ იმოქმედებს დატვირთვის კოჭზე შექმნილი RF ველი. ამ საბოლოო დიზაინში შეიძლება საჭირო გახდეს ფეროტის მასალების დამატება კოჭაში, რომელიც ემსახურება RF ველის ფოკუსირებას სპილენძის მიწოდებაზე და არა ფოლადის კორპუსზე.
- საწყისი ტესტები დასრულდა DW-UHF-10kW- ზე, ლაბორატორიული ხასიათის სპირალის გამოყენებით. წარმოების ხვია შეიცავდება არაგამტარ კორპუსში, რაც ოპერატორს საშუალებას მისცემს გამოიყენოს იგი სპილენძის მილების საწინააღმდეგოდ გზის დასაყენებლად ზუსტი და პოზიტიური გათბობის ადგილის დასაყენებლად. წარმოების გრაგნილის დიზაინში შედის მოკლე ლიდერობები, ვიდრე ტესტის ხვია და იქნება კონფიგურირებული ისე, რომ გაუმჯობესდება სითბოს ციკლები (უფრო მოკლე სითბოს დრო).