ინდუქციური ხერხის კბილების გამკვრივება
აღწერა
ინდუქციური გამკვრივება ხერხის დანა კბილების მაღალი სიხშირის ინდუქციური გამკვრივება მანქანით
მიზანი
ინდუქციური გამკვრივება დიდი ხერხის ფირფიტის კბილები გამკვრივების ზედაპირის გასატარებლად; მიზანი არის გათბობის დროის შემცირება
მასალა: ხერხის პირს
ტემპერატურა: 1650 º F (899 º C)
სიხშირე: 134 kHz
აღჭურვილობა:
–DW-UHF-40kW 50-150 kHz ინდუქციური გათბობის სისტემა აღჭურვილია დისტანციური სათავეთი, რომელიც შეიცავს რვა 1.0 μF კონდენსატორს

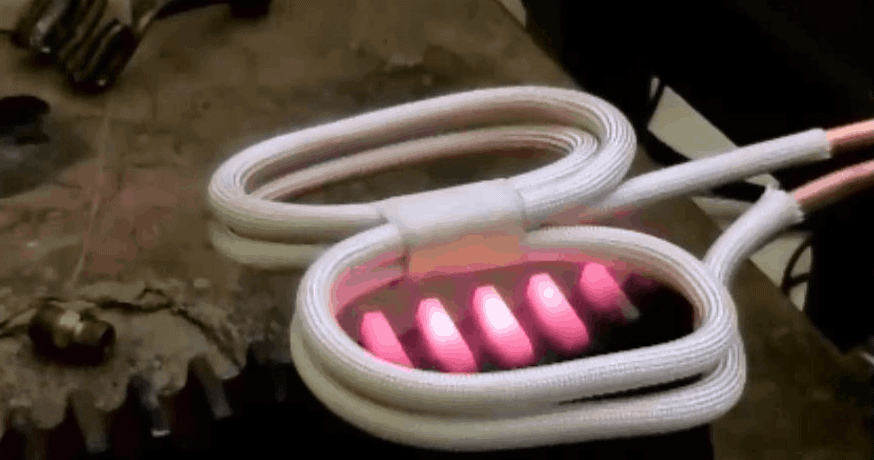
–რამდენიმე პოზიციის ორ ბრუნული ხვეული ინდუქციური გათბობის ხვია, რომელიც შექმნილია და შემუშავებულია სპეციალურად ამ პროგრამისთვის
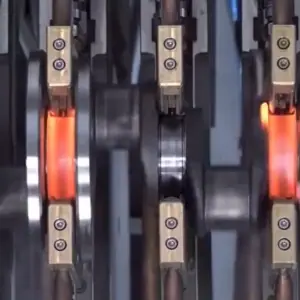
პროცესი: ინდუქციური გათბობის coil შეიქმნა ისე, რომ იგი არ ახდენდა სითბოს კონცენტრირებას კბილის გარე კიდეზე. ნაწილი მოთავსდა კოჭის ქვეშ დაახლოებით 1/8 ”(3.2 მმ) დაშორებით და ჩართეს ენერგია. 40 კვტ DW-UHF სერიის ინდუქციური გათბობის ელექტრომომარაგებით, ნაწილში ტემპერატურაზე თბება ხუთი კბილი ოთხი წამში.
 შედეგები / სარგებელი
შედეგები / სარგებელი
–სიჩქარება: მომხმარებელი უკვე იყენებდა ინდუქციას, მაგრამ სურდა მაღალ ენერგეტიკულ სისტემაში გადასვლა
მათი წარმოების სიჩქარე (HLQ– დან ინდუქციის გამოყენებამდე კლიენტმა გამოიყენა ჩირაღდანი).
- სიზუსტე და განმეორებადობა: ჩირაღდანი არ არის ისეთივე ზუსტი, როგორც ინდუქცია და არც ის შეიძლება განმეორდეს, ხოლო ინდუქცია შეიძლება იყოს
განხორციელდა, რომ იყოს განმეორებადი
–ეფექტურობა: ინდუქციური გათბობა ნაკლებ ენერგიას იყენებს ვიდრე ჩირაღდანი და გთავაზობთ მყისიერ ჩართვას / გამორთვას