ინდუქციური Soldering Brass Connector მზის პანელი IGBT ინდუქციური გამათბობელი
ობიექტივი ერთდროულად სამი სპილენძის კონექტორი ერთდროულად მზის პანელის შეერთების ყუთში, ჯავშნის ყუთში არსებულ კომპონენტებზე ზემოქმედების გარეშე
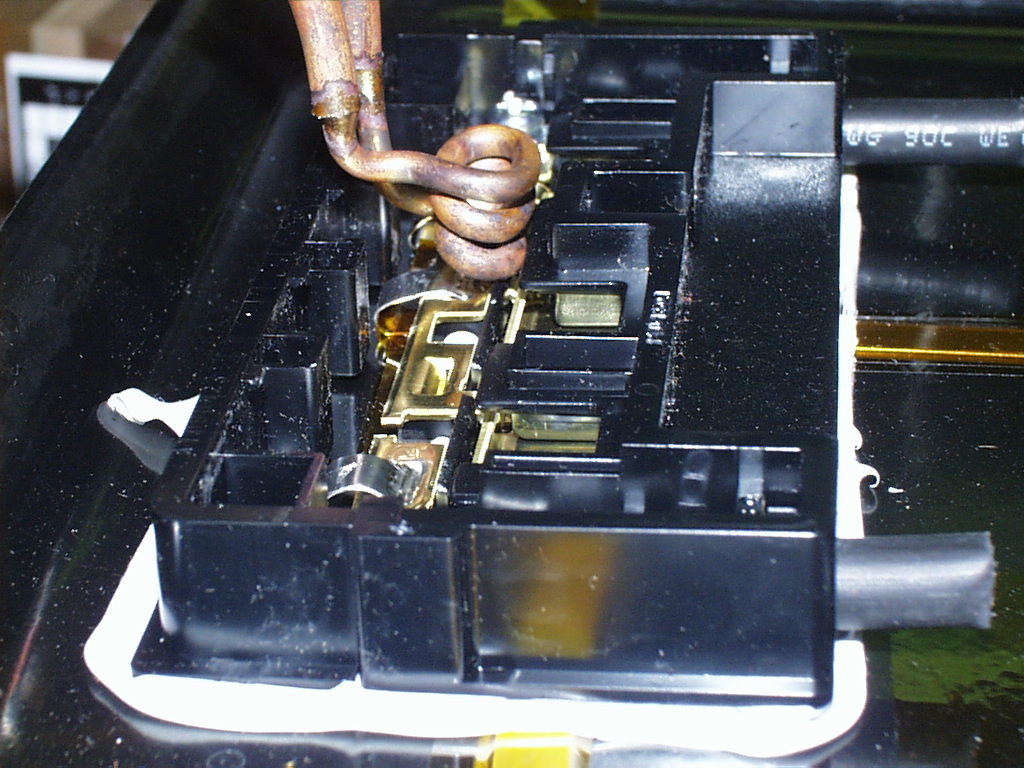
მასალა მზის პანელის შეერთების ყუთი, სპილენძის კონექტორები, მავთულის მავთულები
ტემპერატურა 700 º F (371 º C)
სიხშირე 344 kHz
მოწყობილობა • DW-UHF-6 კვტ ინდუქციური გათბობის სისტემა, რომელიც აღჭურვილია დისტანციური სამუშაო წერტილით, რომელიც შეიცავს ერთ 1.0 μF კონდენსატორს.
• ინდუქციური გათბობის ხვია შექმნილია და შემუშავებულია სპეციალურად ამ პროგრამისთვის.
პროცესი სამი კონვერტის ოვალური ფორმის ხვეული ხვია გამოიყენება კონექტორების გასათბობად. შესადუღებელი მავთულის ნაჭერი მოთავსებულია სახსრის არეზე და თითოეული სახსარი თბება ცალკე 5 წამის განმავლობაში, რომ შეერთდეს შეერთება. მთლიანი პროცესის დროა 15 წამი სამი სახსრისთვის.
შედეგები / სარგებელი ინდუქციური გათბობა უზრუნველყოფს:
• pinpoint სიზუსტით მიწოდება ხდება მხოლოდ სახსარში; არ მოქმედებს მიმდებარე კომპონენტებზე
• ლოკალიზებულ სითბოს აწარმოებს სისუფთავე და სუფთა სახსრების წარმოქმნას
• აწარმოებს მაღალი ხარისხის, განმეორებითი შედეგებს
• გათბობის განაწილებაც კი