ინდუქციური დაიბლოკოს Fitting ჩანართებით ერთად IGBT შემცირება იარაღი გამათბობელი
მიზანი: ალუმინის საწვავის ტუმბოს კორპუსის გათბობა 8 ″ x 4 1/2 ″ x 3 1/2 ″ 3750F– მდე, რაც საშუალებას იძლევა ფოლადის ნაწილების ჩასმა. ამჟამად კორპუსები თბება ერთ საათზე მეტი ხნის განმავლობაში კონვექციური ღუმელში. უბნები, რომლებშიც ჩასმული უნდა იყოს ფოლადის ნაწილები, დიამეტრით 1.5 ″ და 0.6875 ″. გარდა ამისა, ჩასმის პროცესი გრძელდება ერთ წუთზე ცოტა მეტი ხნის განმავლობაში, ამიტომ 3750F უნდა შენარჩუნდეს ა
პროცესის დასრულების დრო.
მასალა: ალუმინის ტუმბოს კორპუსი 8 ″ x 4 1/2 ″ x 3 1/2 measuring
ფოლადის ჩასმა ნაწილები.
ტემპერატურა: 3750F
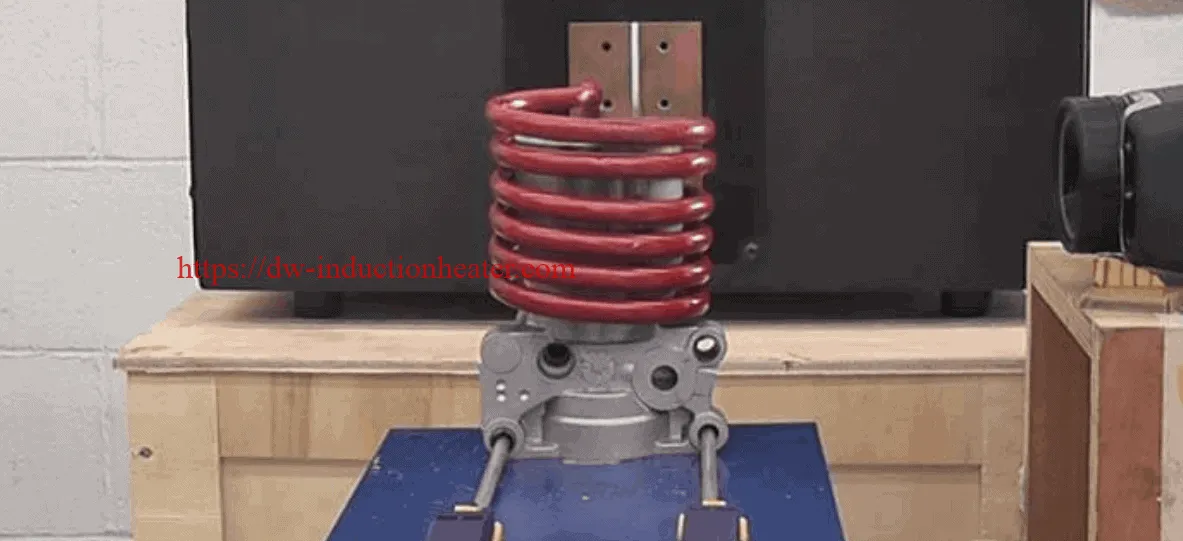
გამოყენება: DW-HF-25, 25 კვტ სიმძლავრის მყარი მდგომარეობის ინდუქციური ელექტრომომარაგების გამოყენებით მიღწეულია შემდეგი შედეგები.
- 3750F მიღწეულია ერთ (1) წუთში ჩასმის შესაძლებლობისთვის.
- 20 კორპუსი წარმატებით გაცხელდა ხუთი (5) მობრუნებული მართკუთხა ბლინის სპირალის გამოყენებით.
მოწყობილობა: Ameriterm SP 25, 25 კვტ გამომავალი მყარი მდგომარეობის ინდუქციური ელექტროენერგიის მიწოდება, მათ შორის ერთი (1) დისტანციური სითბოს სადგური, რომელიც შეიცავს ოთხ (4) კონდენსატორს, ჯამში 1.0 μF და ხუთი (5) მოსახვევის ბლინის ხვია 3/16 ″ სპილენძისგან მილი.
სიხშირე: 80 kHz




