მიზანი
მაღალი სიხშირის ინდუქცია ბრაზილიური მილის სპილენძის ნაწილს და სპილენძის წვერი ინდუქციის გამოყენებით ერთ წუთში.

ტექნიკა
DW-UHF-6KW-III ხელის ინდუქციური ძრავის მანქანა

2 მორიგეობით კოჭა
მასალები
• ფართო სპილენძის ნაწილი
• სპილენძის მილის
• ვერცხლის დაფუძნებული ძრავის შენადნობი, რომელიც მოწოდებულია მომხმარებლის მიერ
ტესტი 1 - მილის ფართო ნაწილამდე მიტანა:
ძირითადი პარამეტრები
სიმძლავრე: 4.4 კვტ
ტემპერატურა: დაახლოებით 1400 ° F (760 ° C)
დრო: 38 წ
ტესტი 2 - მილის გასასვლელი:
ძირითადი პარამეტრები
სიმძლავრე: 4.4 კვტ
ტემპერატურა: დაახლოებით 1400 ° F (760 ° C)
დრო: 17 წ
პროცესი:
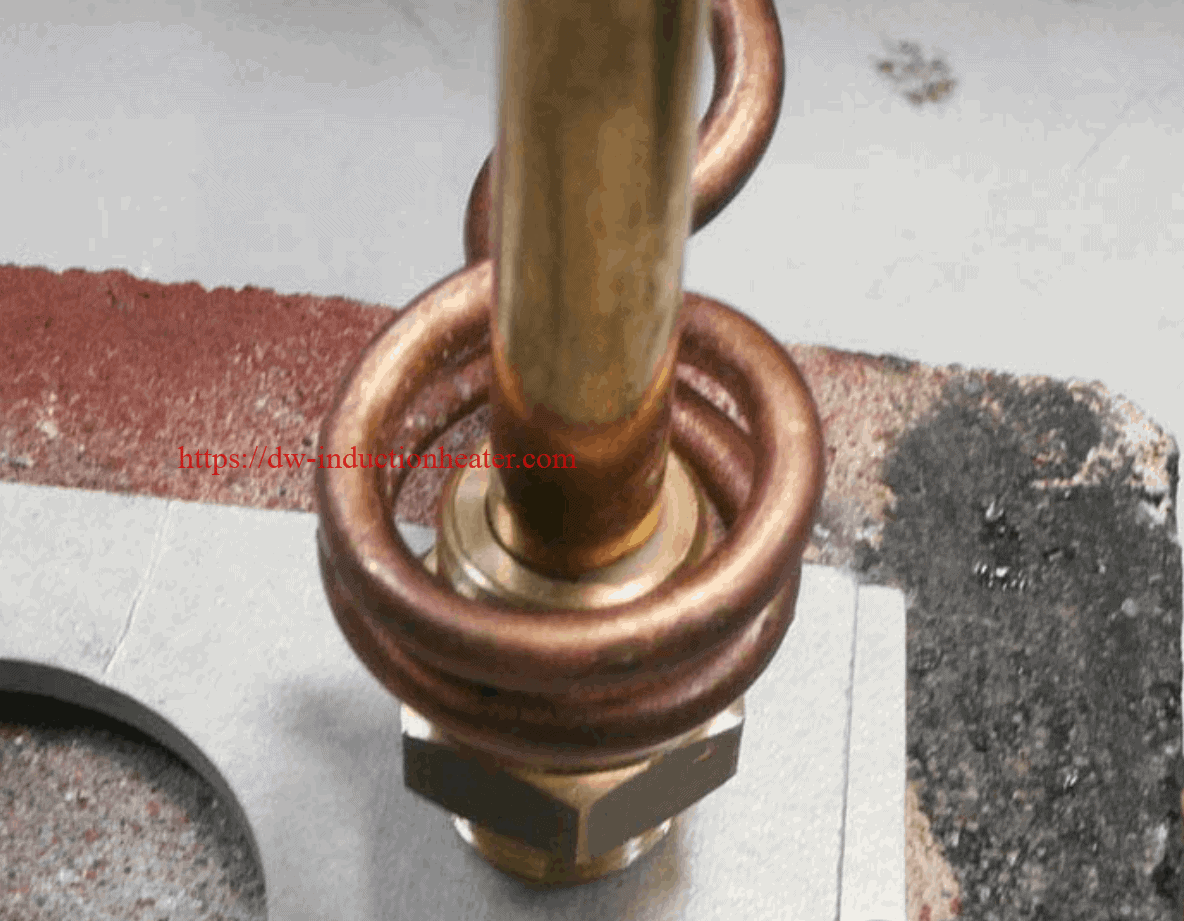
სატესტო 1
- ფართო ნაწილისა და სპილენძის მილები შეიკრიბა და მათ შორის მოთავსებულია ბრაზიანი შენადნობის რგოლი.
- შეკრება შიგნით ინდუქციური გათბობის ღუმელია და ინდუქციური სითბო გამოიყენება.
- სახსარი დასრულებულია 38 წამში.
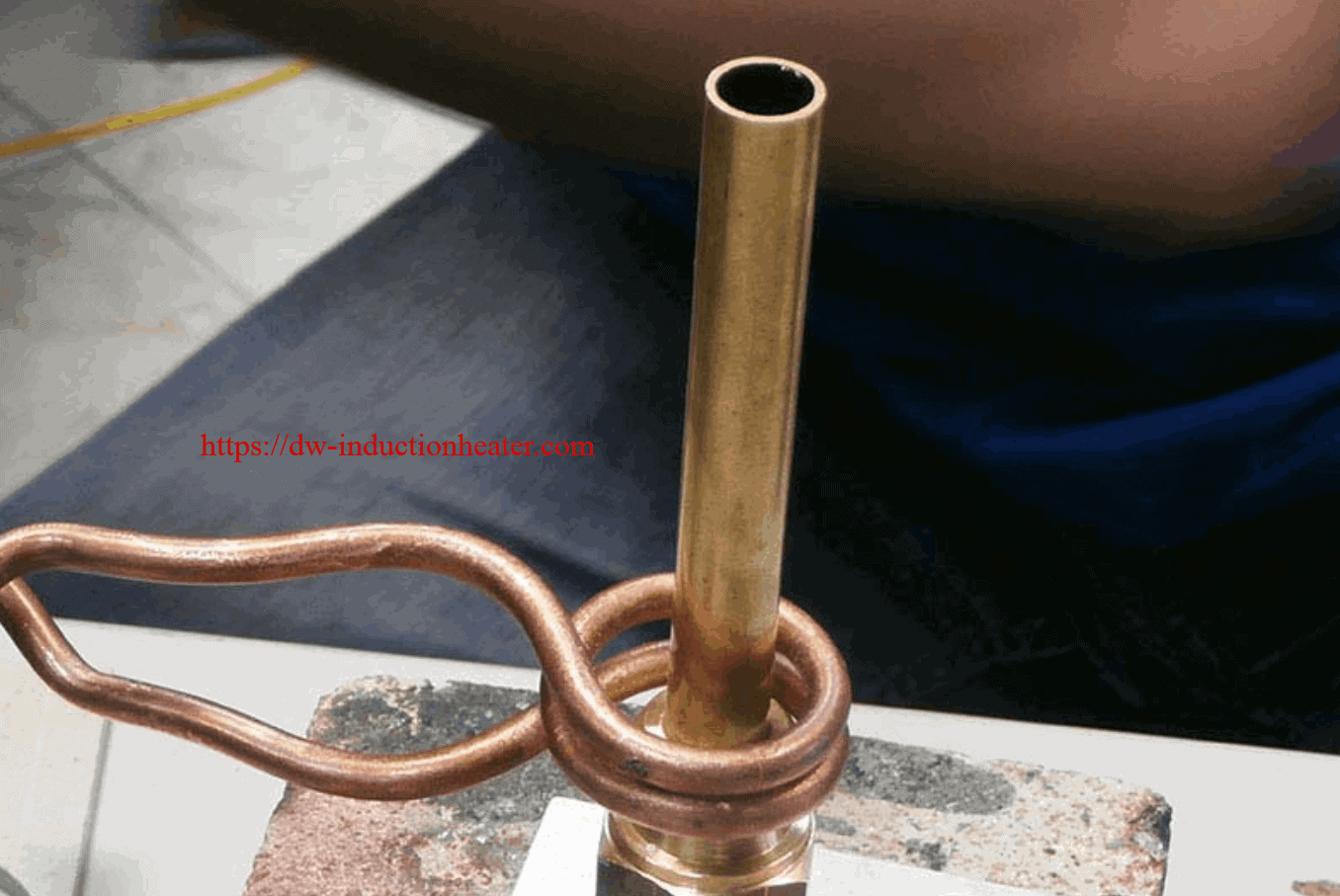
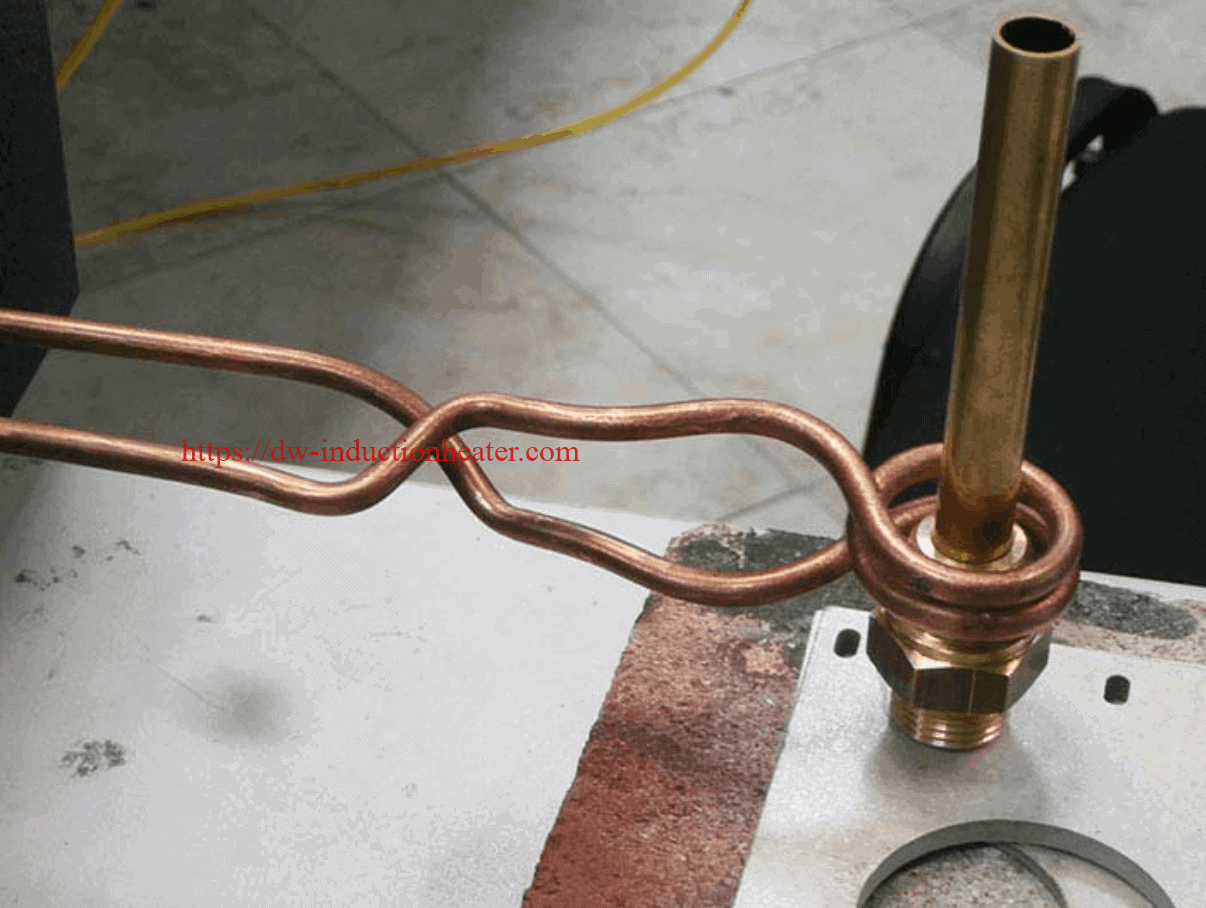
სატესტო 2
- წვერი და მილი იკრიბება და მათ შორის მოთავსებულია ბრაზიანი შენადნობის რგოლი.
- ასამბლეა ჩადებულია შიგნით ქვაბში და გამოიყენება ინდუქციური სითბო.
- სახსარი დასრულებულია 17 წამში.
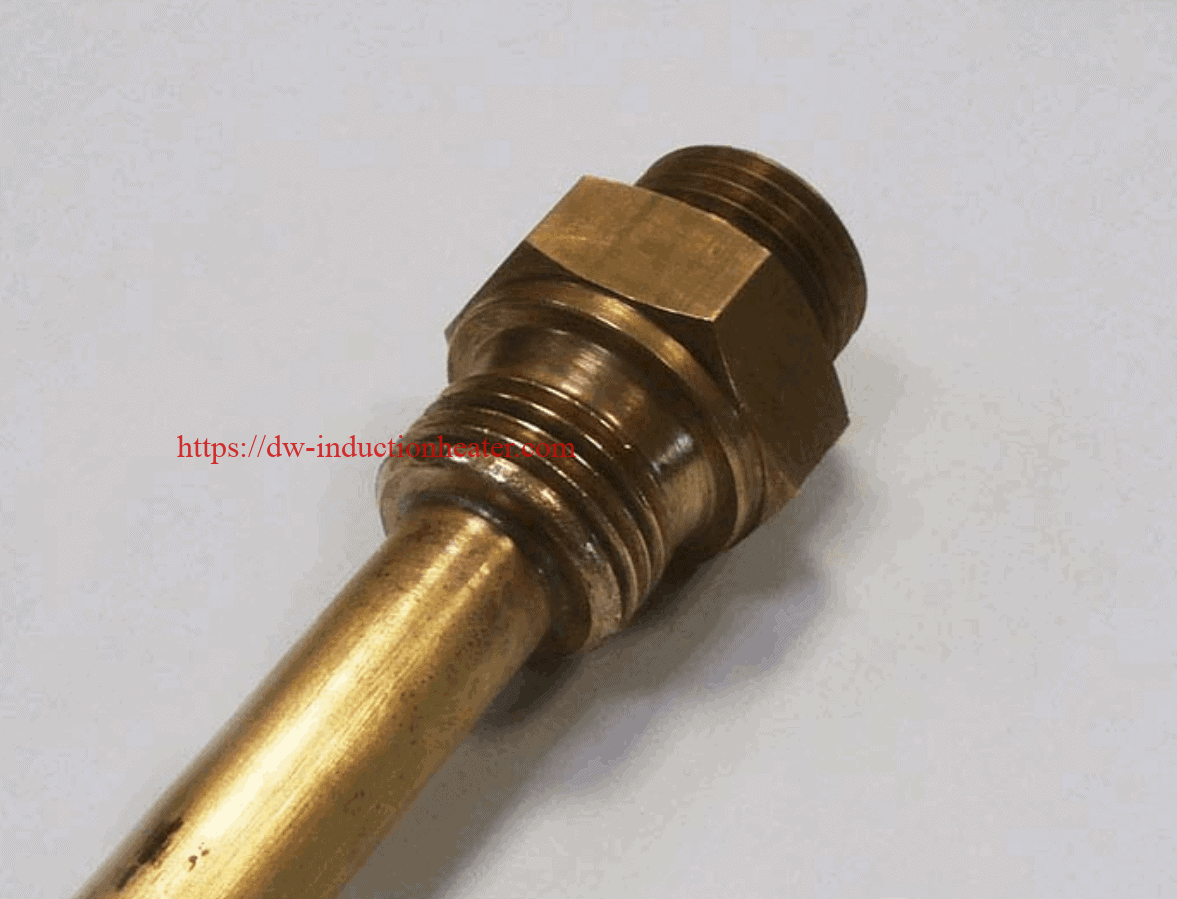
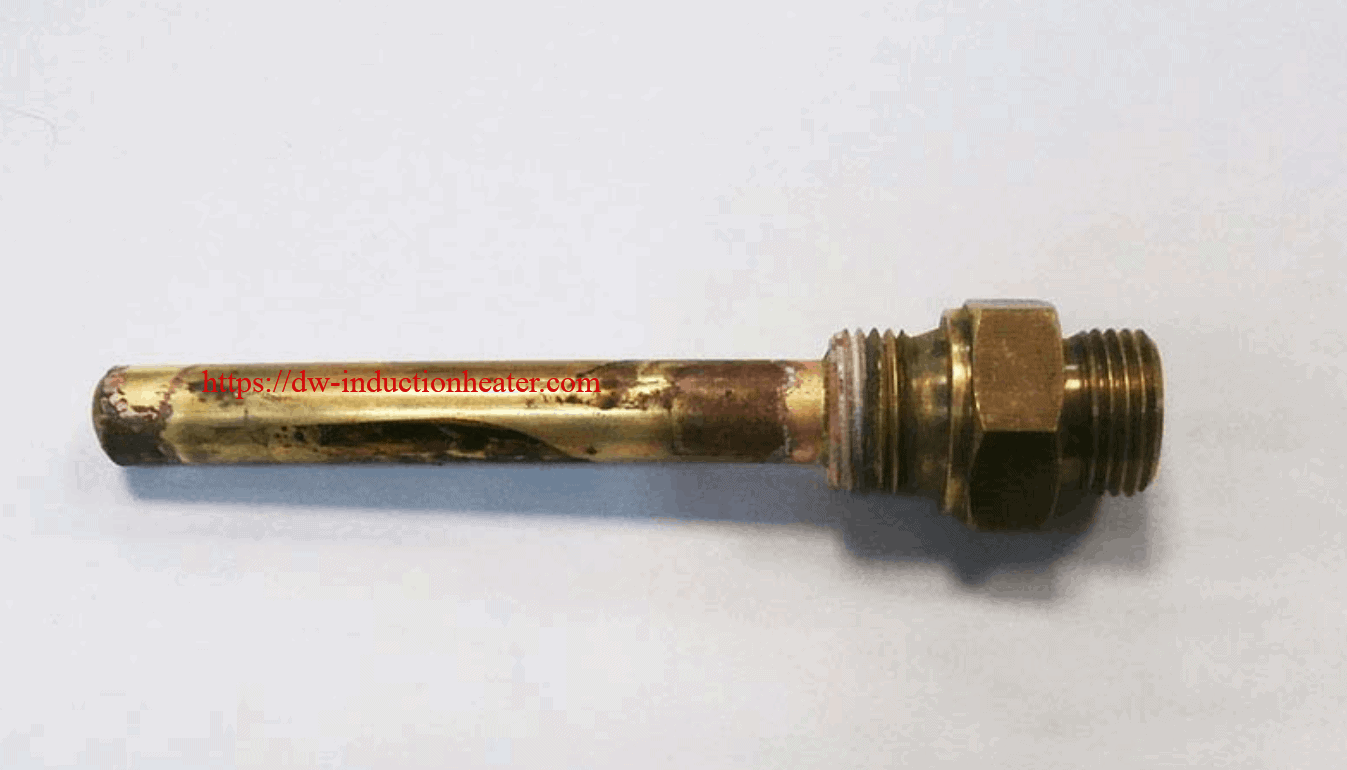
შედეგები / სარგებელი:
ინდუქციური გათბობა უზრუნველყოფს:
- ძლიერი მტკიცე სახსრები
- შერჩევითი და ზუსტი სითბოს ზონა, რის შედეგადაც ნაკლებად შედის დეფორმირება და ერთობლივი სტრესი, ვიდრე შედუღება
- ნაკლები დაჟანგვა
- სწრაფი გათბობის ციკლები
- უფრო თანმიმდევრული შედეგები და ვარგისიანობა დიდი მოცულობის წარმოებისთვის, გარეშე დამუშავების საჭიროება
- უსაფრთხო პროცესი, ვიდრე ფლეიმის ბრაზი