ინდუქციური გათბობის ფოლადის ფირფიტა გაყალბებისთვის
აღწერა
ინდუქციური გათბობის ფოლადის ფირფიტა გაყალბებისა და ცხელი ფორმირებისთვის
ლითონის ინდუქციური გათბობის ფოლადის ფირფიტა გაყალბებისთვის და ცხელი ფორმირება შესანიშნავი ინდუქციური გათბობის პროგრამებია. სამრეწველო ინდუქციური გაყალბება და ცხელი ფორმირება პროცესები მოიცავს ლითონის ბილიკის მოხრას ან ფორმირებას მას შემდეგ, რაც იგი თბება ტემპერატურაზე, როდესაც დეფორმაციის მიმართ მისი გამძლეობა სუსტია. ასევე შეიძლება გამოყენებულ იქნას ფერადი მასალების ბლოკები. 
ინდუქციური გათბობის აპარატები ან ჩვეულებრივი ღუმელები გამოიყენება პირველადი გათბობის პროცესისთვის. ფულადი სახსრების ტრანსპორტირება ინდუქტორთან მეშვეობით შესაძლებელია პნევმატური ან ჰიდრავლიკური პუშერის მეშვეობით; pinch როლიკებით წამყვანი; ტრაქტორის წამყვანი; ან ფეხით სხივი. არაკონტაქტური პირომეტრები გამოიყენება ბილეთის ტემპერატურის გასაზომად.
სხვა დანადგარები, როგორიცაა მექანიკური ზემოქმედების პრესები, მოსახვევ აპარატები და ჰიდრავლიკური ექსტრუზიის პრესა, გამოიყენება ლითონის გასაწყობად ან გასაღებად.
მიზანი: გააცხელეთ ფოლადის ფირფიტა (3.9 "x 7.5" x 0.75 "/ 100 მმ x 190 მმ x 19 მმ) გაყალბებამდე, რომ შექმნათ თოხის თავი, რომლის მიზანია წარმოების გაზრდა გაზქურის ღუმელთან შედარებით.
მასალები: Steel Plate
ტემპერატურა: 2192 º F (1200 º C)
სიხშირე: 7 kHz
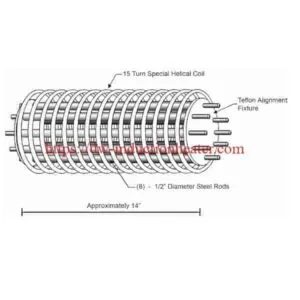
ინდუქციური გათბობის მოწყობილობა: DW-MF-125/100, 125 კვტ ინდუქციური გათბობის სისტემა აღჭურვილია დისტანციური სითბოს სადგურით, რომელიც შეიცავს სამ 26.8 μF კონდენსატორს.
- სამი პოზიცია, მრავალმხრივი ხვეული ხვია, რომელიც შექმნილია და შემუშავებულია ამ პროგრამისთვის საჭირო სითბოს შესაქმნელად.
პროცესი ფოლადის ფირფიტა შეიყვანეს სამ პოზიციურ მბრუნავ სპირალურ ხვიაში და ჩართეს ელექტროენერგიის მიწოდება. 37 წამში ჩასვეს მეორე ფოლადის ფირფიტა, ხოლო 75 წამში მესამე ფოლადის ფირფიტა. 115 წამში, პირველი ნაწილისთვის მიღწეული იქნა სასურველი ტემპერატურა და პროცესი გაგრძელდა.
გაშვების შემდეგ, ნაწილების გათბობა შესაძლებელია მათი შეყვანის თანმიმდევრობიდან ყოველ 37 წამში. მიუხედავად იმისა, რომ მთლიანი ციკლის დროა 115
წამში, ნაწილის ამოღება შესაძლებელია ყოველ 37 წამში, რაც საშუალებას აძლევს ინდუქციას სასურველი წარმოების სიჩქარის მისაღწევად
და მიაღწიეთ მნიშვნელოვან მიღწევებს გაზქურის ღუმელის გამოყენებასთან შედარებით.

შედეგები / სარგებელი
წარმოების უფრო მაღალი სიჩქარე: ამ პროცესმა მიაღწია 100 ნაწილად საათში, ხოლო გაზქურა ღებულობდა 83 ნაწილს საათში
- განმეორებადობა: ეს პროცესი განმეორებადია და შეიძლება ინტეგრირდეს წარმოების პროცესში
- სიზუსტე და ეფექტურობა: გათბობა არის ზუსტი და ეფექტური, სითბო გამოიყენება მხოლოდ ფოლადის ფირფიტებზე
საყოველთაოდ გამოყენებული სამრეწველო მასალების სავარაუდო ცხელი ფორმირების ტემპერატურაა:
• ფოლადის 1200 C • Brass 750 C • ალუმინის 550 C
მთლიანი ინდუქციური ცხელი ფორმირების პროგრამები
ინდუქციური გათბობის აპარატები ჩვეულებრივ გამოიყენება ფოლადის გაზონების, ბარები, სპილენძის ბლოკების და ტიტანის ბლოკების გასათბობად სათანადო ტემპერატურაზე გაყალბებისთვის და ცხელი ფორმირებისთვის.

ნაწილობრივი ფორმირების პროგრამები
ინდუქციური გათბობა ასევე გამოიყენება ისეთი ნაწილების გასათბობად, როგორიცაა მილის ბოლოები, ღერძი მთავრდება, საავტომობილო ნაწილები და ბარი მთავრდება ნაწილობრივი ფორმირებისა და გაყალბების პროცესებისთვის.
ინდუქციის გათბობის უპირატესობა
ჩვეულებრივ ღუმელებთან შედარებით, გაყალბების ინდუქციური გათბობის მანქანები მნიშვნელოვან პროცესსა და ხარისხის უპირატესობებს გვთავაზობენ:
გაცილებით მოკლეა გათბობის დრო, მინიმუმამდე შემცირება სკალირების და დაჟანგვის
მარტივი და ზუსტი ტემპერატურის კონტროლი. სპეციფიკაციების გარეთ ტემპერატურა ნაწილების დადგენა და ამოღება
დრო არ დაკარგა ლოდინის ღუმელში საჭირო ტემპერატურამდე
ავტომატური ინდუქციური გათბობის მანქანები მოითხოვს მინიმალურ შრომას
სითბო შეიძლება მიმართული იქნას ერთ კონკრეტულ წერტილამდე, რაც ძალზე მნიშვნელოვანია იმ ნაწილებისთვის, რომელთაც აქვთ მხოლოდ ერთი ფორმირების ადგილი.
უფრო მეტი თერმული ეფექტურობა - სითბო წარმოიქმნება ნაწილში და არ საჭიროებს დიდ პალატაში გათბობას.
უკეთესი სამუშაო პირობები. ჰაერში არსებული ერთადერთი სითბო არის თავად ნაწილების სითბო. სამუშაო პირობები გაცილებით სასიამოვნოა, ვიდრე საწვავის ღუმელში.