ინდუქციური ზედაპირის გამაგრება ფოლადის იარაღი
აღწერა
ინდუქციური ზედაპირის გამაგრება ფოლადის შესაკრავად გამოყენებისთვის 1600 ºF (871 ºC)
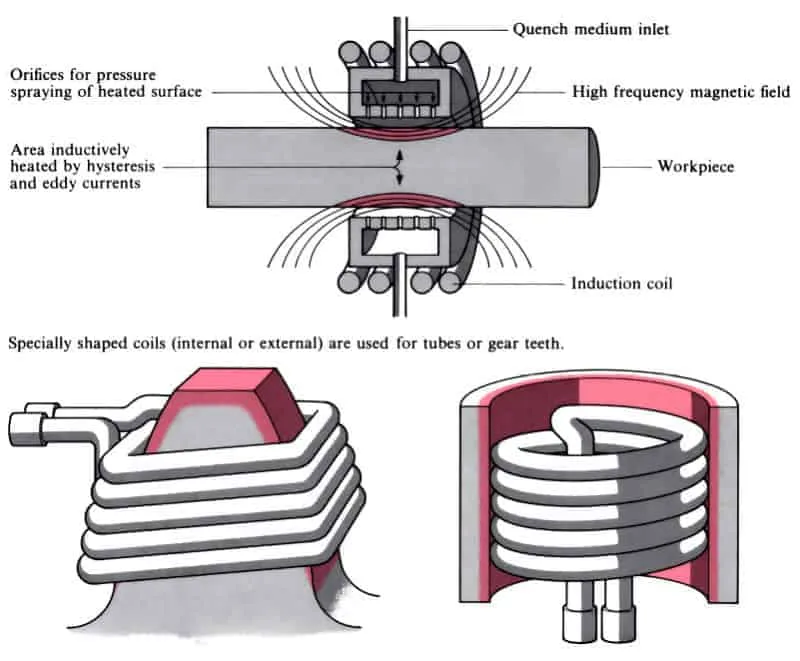
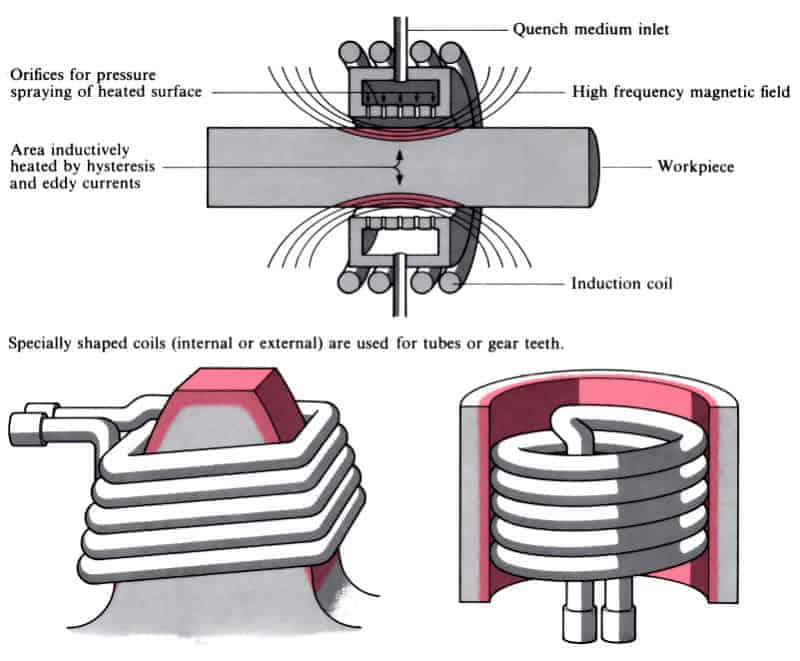
ინდუქციური ზედაპირის გამაგრება ფოლადის დანადგარი დამუშავებული ნაწილების მწარმოებლისთვის ჩვეულებრივ ხორციელდება ინდუქციური გათბობით. ძირითადი ტექნიკური პარამეტრებია ზედაპირის სიმტკიცე, ადგილობრივი სიმტკიცე და ეფექტური გამაგრებული ფენის სიღრმე.

მასალა: ფოლადის ფიტინგები (0.75 "/ 19 მმ დიამეტრი)
ტემპერატურა: 1600 º F (871 º C)
სიხშირე: 368 kHz
აღჭურვილობა:
-DW-UHF-10kW ინდუქციური გათბობის სისტემა აღჭურვილია დისტანციური სითბოს სადგურით, რომელიც შეიცავს ორ 1.0 μF კონდენსატორს
- სამგვერდიანი ბლინის ხვეული ინდუქციური გათბობის ხვია, რომელიც შექმნილია და შემუშავებულია სპეციალურად ამ პროგრამისთვის
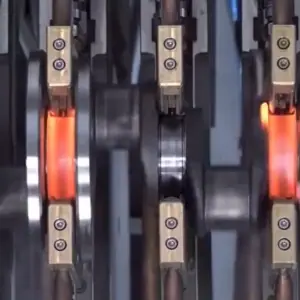
ის ინდუქციური გათბობის coil დიზაინი საშუალება მისცა ნაწილს აწეულიყო გათბობის კოჭში ქვევიდან. დიზაინი ასევე გაკეთდა იმის უზრუნველსაყოფად, რომ ის კარგად იმუშავებს მომხმარებლის ამჟამინდელ დაყენებაში. საწყისი ტესტირება ჩატარდა ტემპერატურის მაჩვენებელი საღებავებით, გათბობის ნიმუშის ერთგვაროვნების და გათბობის სიჩქარის შესაფასებლად. კარგი გათბობის ნიმუშით მიღებულ იქნა ნიმუშების დამუშავება 1.0, 1.25 და 1.5 წამში ინტერვალით. ნიმუშები ჩაყარეს წყლის ჩაქრობაში გათბობის შემდეგ, გამკვრივების პროცესის დასასრულებლად.

შედეგები / სარგებელი
სიჩქარე: ფიტინგი კარგად გათბეს ორ წამში
ეფექტურობა: ინდუქცია ნაკლებ ენერგიას იყენებს, ვიდრე გათბობის კონკურენტული მეთოდები
ნაკვალევი / დიზაინი: ინდუქციური გათბობა მისი განხორციელება შესაძლებელია იატაკის მოკრძალებული ფართის დაკავებისას, პლუს სპირალის დიზაინი ჯდება მომხმარებლის ოპერაციულ მოწყობაში